
Индустрията за резервни части за камиони е свидетел на сеизмична промяна към персонализирани решения за осветление, като двуцветните задни светлини се очертават като водеща тенденция. За разлика от традиционните едноцветни лещи или залепени сглобки, двуцветното шприцване свързва червени и прозрачни секции в едно, безшевно устройство. Тази технология елиминира лепилата, намалява повредите на частите и позволява сложни геометрии.—от решаващо значение за съвременния дизайн на камиони, изискващ както естетическа привлекателност, така и структурна цялост. Големи търговци на дребно като RealTruck сега използват 3D конфигуратори, за да представят тези усъвършенствани лещи, което отразява нарастващия потребителски интерес към интегрираните осветителни системи.
Основна технология: Как работи двуцветното формоване
1. Прецизна ротационна механика
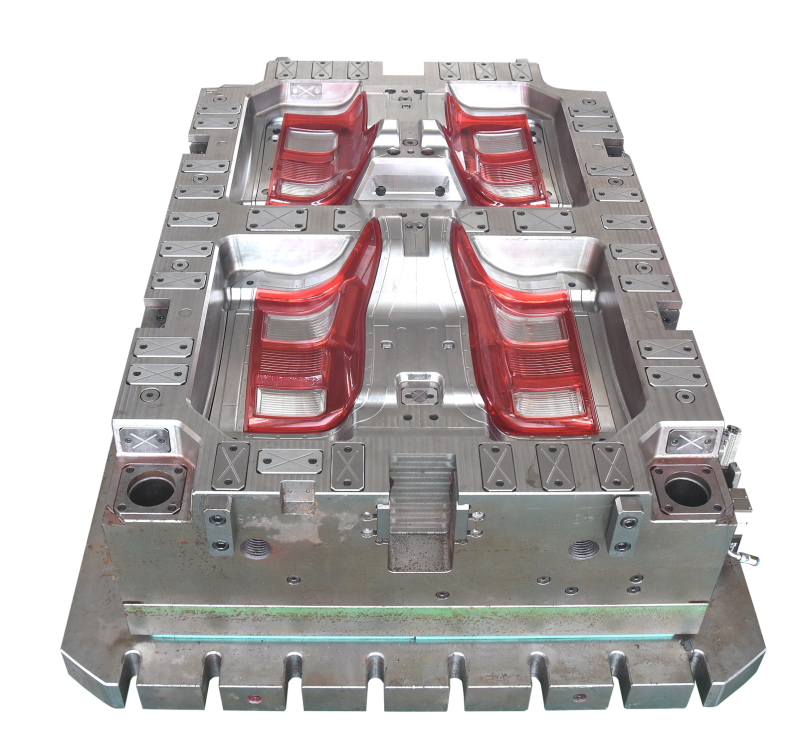
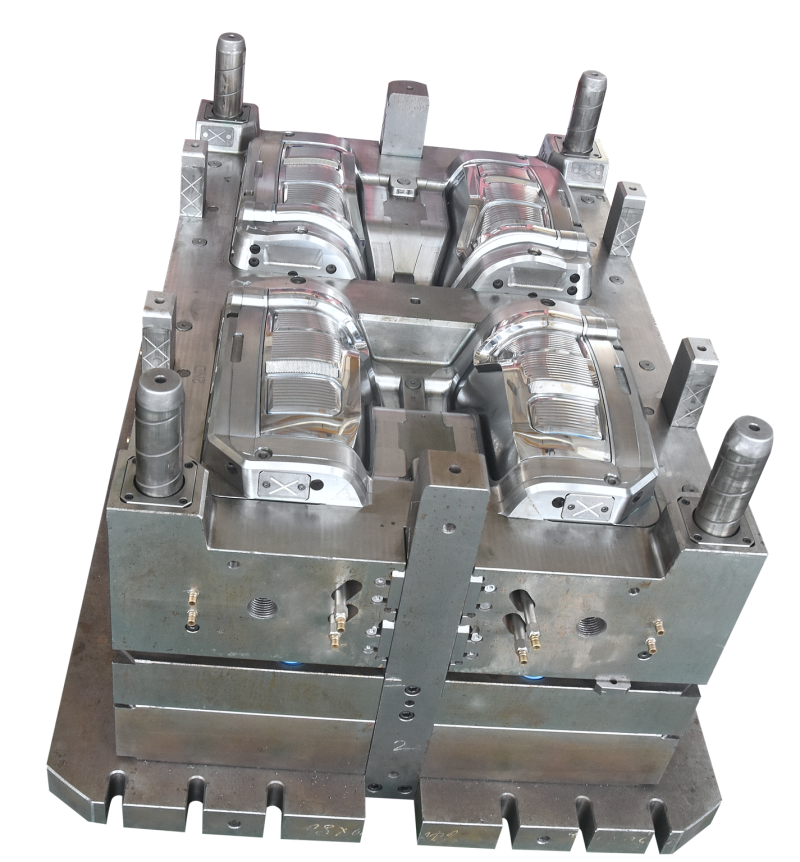
Съвременните двуцветни форми, като системата в CN212826485U, включват задвижвано от двигател въртене за безупречни цветови преходи. Първо се инжектира основен слой (напр. червен PMMA). След това формата се завърта на 180°.° чрез серво мотор и система от направляващи релси, подравнявайки детайла за втория кадър (обикновено прозрачен поликарбонат). Това елиминира разделителните линии на критични оптични повърхности, ключово предимство пред залепените или пресовани алтернативи.
2. Премахване на козметични дефекти
Конвенционалните форми често оставят видими следи от ежекторни щифтове или линии на разливане на цветовете. Иновации като ъглови шевове (15°–25°) и преместени ежекторни щифтове—сега разположени под неоптични повърхности—гарантират безупречен завършек. Както разкрива патент CN109747107A, този фин редизайн предотвратява артефактите от пречупване на светлината, което е от решаващо значение за яснотата на OEM ниво.
3. Виртуално прототипиране с Moldflow
Симулациите на термопластично припокриване в Moldflow прогнозират динамиката на потока на материала и потенциалните дефекти преди рязане на стомана. Инженерите анализират:
- Напрежение на срязване в границите на материалите
- Деформация, предизвикана от охлаждане
- Разлики в налягането на впръскване
Тази виртуална валидация намалява пробните цикли с 40% и предотвратява скъпоструващите преработки на матриците.













